





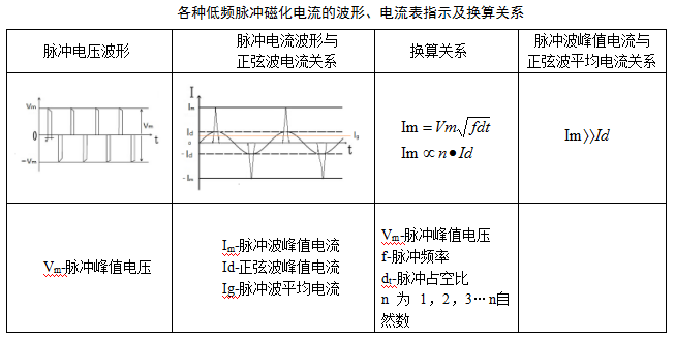
低频磁力检测新技术原理 ·
关键词:低频、脉冲、充电
※ 提高探伤深度,检测表面和近表面更深的缺陷。
※ 探伤后不用退磁,磁粉扰动性好。
1
集肤效应:
集肤效应又叫趋肤效应,当交变电流通过导体时,电流将集中在导体表面流过,这种现象叫集肤效应。工件磁化的深度与电流的频率成反比。

※ 交流电只能有效检出近表面1 mm以内缺陷,直流和半波整流探伤深度虽大,但探伤速度慢、探伤完需退磁。
2
脉冲电流:

※ 可以检测条状层下8 mm的试块,技术指标明显高于标准要求,由此可大大降低磁粉检测时的漏检效率,以保证产品和设备的安全运行。
※ 低频磁化电流是一种新的磁力探伤方法,综合直流、交流、脉冲电流等磁力探伤仪的优点,具有检测埋藏缺陷的功能,它突破了目前磁粉探伤只能探测金属表面缺陷的局限,对距表面垂直深度8 mm以内的钢材能够起到和X射线探伤同样的效果,弥补了薄钢板超声探伤困难的缺点。灵敏度高,不需要打磨工件表面可直接探伤,探伤后不需退磁,探伤速度快、体积小、重量轻,节能省电。
※ 改变了过去对提升力的要求,劳动强度低;探头的设计根据不同工件形状有叶片、管道、容器等专用探头。配上专用探头,可以大面积探伤叶片、管道和容器等很难探伤的部位和工件。

中国空气动力研究与发展中心压力容器检测站测试结论:
工程现场检测:
将磁轭型低频磁力探伤仪用于2000立中压钢制球形储罐定期检验中内表面对接焊缝、外表面支柱角焊缝的100%磁粉检测。采用20/10/3 Hz励磁电流磁化,发现5处裂纹类超标缺陷。 将旋转磁场型低频磁力探伤仪用于2000立中压钢制球形储罐定期检验中内表面对接焊缝的100%磁粉检测。采用40/10 Hz励磁电流磁化,发现3处裂纹类超标缺陷。

· 低频磁力检测新技术的应用 ·
※ 探头可自吸在工件表面,省时省力,效率高
※ 接触头可旋转角度,检测管道时探头有效接触面大,灵敏度高,提升力大

※ 探头吸附在工件表面,让可旋转角度的接触头在工件上自由移动,通低频电流后,用显示膜显示缺陷
※ 自动控制喷磁悬液及自动加磁
※ 视频观看探伤情况并可录像
※ 白光和紫外光照明
※ 永磁吸附,8轮驱动,可转向
1
压力容器:
对于壁厚小于8 mm的容器和平板,可将显示膜贴到一面,在另一面用磁轭探头加磁场,或者把探头和显示膜放在同一面。当钢材有缺陷时,产生的漏磁场吸附显示膜中的磁体,形成磁痕。

2
锻件-叶片:
没有拉筋和围带的叶片,可将显示膜包在叶片上,把通低频电流的线圈套在叶片上,如果有横向缺陷,则在显示膜出现磁痕。
3
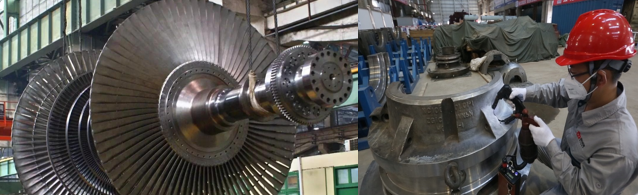
锻件-汽轮机轴颈:



磁粉检验过程中,发现多处管座角焊缝存在裂纹行缺陷。

锅炉设备磁粉检验过程中,发现多处管座角焊缝存在裂纹行缺陷。

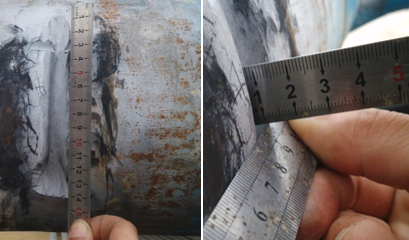
下缸裂纹缺陷(15 mm) 下缸螺栓孔内裂纹
下缸经磁粉检验,外表面发现裂纹缺陷,长度8~25 mm。

火力发电厂集箱(顶棚、省煤器、水冷壁集箱)管座角焊缝磁粉检验过程中,管座角焊缝均存在不同程度的裂纹、成型不好、管材损伤等缺陷。

火力发电厂集箱(顶棚、省煤器、水冷壁集箱)管座角焊缝磁粉检验过程中,管座角焊缝均存在不同程度的裂纹、成型不好、管材损伤等缺陷。

火力发电厂集箱(顶棚、省煤器、水冷壁集箱)管座角焊缝磁粉检验过程中,管座角焊缝均存在不同程度的裂纹、成型不好、管材损伤等缺陷。

Q2-2(35 mm) Q3(40 mm)

1#中隔板套上半 Q1-1(50 mm)

Q1-3(140 mm)其他位置裂纹缺陷(30 mm)

裂纹(50 mm) 裂纹(60 mm)

裂纹(250 mm)

裂纹缺陷(145 mm)






英斯特力仪器是一家集研发、生产及销售于一体的 影像测量仪,拉力试验机, 硬度计 ,探伤仪, 粗糙度仪, 测厚仪, 金相设备厂家, 致力于为客户提供更好的检测仪器。

 客服1
客服1 